
Mit Reiben und Drücken verschiedene Werkstoffe stabil verschweißen
Das Reibschweißen, wie es die Klaus Raiser GmbH propagiert, fügt komplexe Bauteile, wie Lkw-Achsen oder Getriebewellen, auch bei Paarungen verschiedener Werkstoffe.
Komplexe Bauteile aus verschiedenen Werkstoffen miteinander zu verbinden, ist in der Regel aufwendig und führt oft nicht zur nötigen Qualität, sagen die Experten von Klaus Raiser. Doch das muss nicht so sein, denn das Unternehmen aus dem baden-württembergischen Eberdingen (Hochdorf) hat sich unter anderem auf das Reibschweißen und den Bau von Reibschweißmaschinen spezialisiert. Diese alternative Verbindungstechnik ermöglicht es nämlich, zahlreiche Werkstoffe mit geringem Energieaufwand günstig und prozesssicher miteinander zu verschweißen. Das sei etwas, was man mit herkömmlichen Schweißverfahren nicht erreiche. Man erhält, wie es weiter heißt, auch eine hervorragende Qualität des Schweißgefüges, was unter anderem auf die extrem stabile Vollverschweißung zurückzuführen sei. Das Reibschweißen ist außerdem eine der günstigsten Verbindungsmöglichkeiten für komplexe Bauteile, betont das Unternehmen. Das wüssten viele nicht.
Reibschweißen vermeidet viele Probleme üblicher Fertigungsverfahren
Der Grund ist, dass komplexe Werkstücke häufig durch Urformen, Umformen oder zerspanende Verfahren gefertigt werden, was aufgrund mehrerer Bearbeitungsschritte ein relativ teurer und zeitraubender Weg ist, um zum gewünschten Bauteil zu kommen. Außerdem gibt es bei der mechanischen Bearbeitung, also bei der Zerspanung aus dem Vollen, einen hohen Materialverlust. Das alles vermeide man mit dem Reibschweißen. Profitieren könnten so Anwender aus der Medizintechnik – etwa bei der Fertigung von Hüftgelenkprothesen, aus der Automobilbranche sowie aus dem Maschinen- und Stahlbau, um nur einige zu nennen.
Reibschweißen braucht keine zusätzliche Energie
Der Unternehmensgründer Klaus Raiser erkannte bereits Anfang der 1970er Jahre das Potenzial des Reibschweißens und setzte sich zum Ziel, die vielfältigen Möglichkeiten, die dieses Schweißverfahren mit sich bringt, industriell nutzbar zu machen. Damit lag er richtig. Und nach jahrzehntelanger Forschung und Entwicklung und dem Aufbau großer Fertigungskapazitäten gehören die Baden-Württemberger Reibschweißexperten heute zu den größten Betrieben für das Lohnreibschweißen in Deutschland. Außerdem bauen sie eben auch selbst solche Anlagen, was sich von der Einzelmaschine bis zur automatisierten Fertigungszelle, abgestimmt auf die jeweiligen Anforderungen, erstreckt.
Die größte Reibschweißmaschine hat zum Beispiel eine maximale Stauchkraft von 1.250 Kilonewton und kann Bauteile mit einer Länge auf deren stehenden Seite bis 6 Meter bearbeiten. Die umfassenden Serviceleistungen reichen von Entwicklung der Fügezonengeometrie und der Fertigung der Schweißkonstruktionen über die Übernahme aller erforderlichen Vor- und Nachbereitungen und die Herstellung einbaufertiger Komponenten bis hin zum klassischen Maschinenbau. Alles komme komplett aus einer Hand. Natürlich gibt es dort auch moderne Prüfsysteme, die die Bauteilqualität überwachen und absichern.
Rotationsreibschweißen - die besondere Art der Fügung
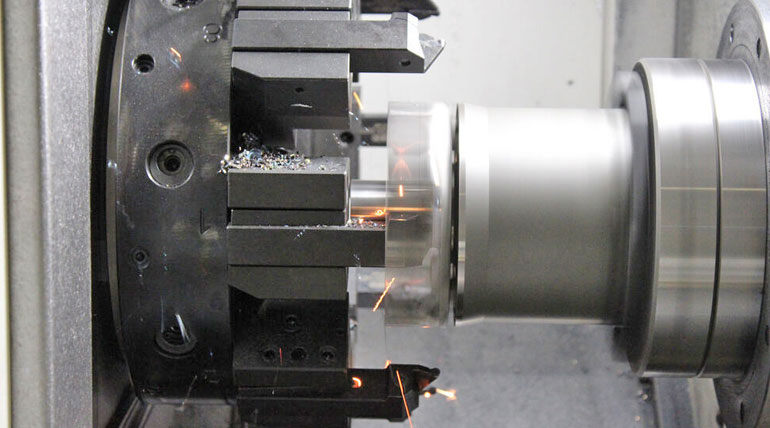
Mit anderen Worten: im Gegensatz zu anderen Fügeverfahren, werden Werkstücke beim Reibschweißen also nur durch Reibung gegeneinander und Pressdruck verbunden. Um zwei Teile gleicher oder auch unterschiedlicher Materialien fest zusammenfügen zu können, muss eines fest stehen und das zweite in Bewegung gebracht werden. Beim besonderen Rotationsreibschweißen muss jedoch eines der Fügeteile eine drehsymmetrische Rotationsebene haben. Außerdem müssen Drehzahl und einwirkende Kraft vorher definiert werden, wie Raiser erklärt.
Sobald sich die beiden Teile unter den zuvor definierten Bedingungen berühren, verschwinden zunächst oberflächliche Rauheiten. Das führt zu einer Vergrößerung der Berührungsfläche. Der „Energielieferant“ für das Fügen ist die Reibbewegung, die für eine stetig steigene Wärme in der Kontaktzone sorgt. Raiser: „Je intensiver die Reibung dabei ist, desto höher steigt natürlich die Temperatur. Dadurch entstehen Mikroreibschweißungen, die man sich als kleine Brücken zwischen den beiden Materialien vorstellen kann, sodass ein Austausch der beiden jetzt weichen Werkstoffzonen stattfinden kann.“ Die Temperatur ist hoch genug, um die beiden Materialien – trotz unterschiedlicher Schmelzpunkte – sicher miteinander zu verbinden. Obwohl es dabei nicht über die schmelzflüssige Phase hinaus geht, bewirkt der intensive Kontakt ein Quasi-Verschmelzen der Werkstoffe. Genau dieser Effekt macht ein Verschweißen unterschiedlicher Materialien wie beispielsweise Kupfer mit Stahl oder Aluminium mit Stahl möglich.
Wenn sich eine ausreichend starke Kontaktzone und die verfahrenstypische Materialwulst um die Schweißfläche gebildet haben, kann die Rotationsbewegung gestoppt werden. Danach wird der Druck zwischen den Komponenten soweit erhöht, bis sie sich vollständig miteinander verbunden haben. Das Resultat ist eine prozesssichere Verbindung.
Auch große Stückzahlen günstig und reproduzierbar schweißen
Insbesondere die technischen Vorteile, die das Reibschweißen mit sich bringe, bestärkten viele Unternehmen, sich an Raiser zu wenden. Raiser kommentiert: „Anwender, die ihre Bauteile mithilfe des Reibschweißens fertigen lassen, bemerken schnell, wie wirtschaftlich sich das in ihrer Produktion auswirkt.“ Denn statt etwa eine gewünschte Geometrie mit großem Materialverlust aus dem Vollen heraus zu fräsen, ist es einfacher und damit viel günstiger, zwei fertig bearbeitete Bauteile per Reibschweißen zusammenzufügen, betont Raiser. Das lohne sich besonders für Halbzeuge.
Das Reibschweißen ist außerdem ein gut reproduzierbares Verfahren, bei dem hohe Qualitätsstandards einfach eingehalten werden können, wie Raiser weiter ausführt. Durch strukturierte Arbeitsabläufe und kurze Prozesszeiten lassen sich außerdem auch Bauteile in größeren Stückzahlen relativ leicht fertigen. Ein Beispiel ist die Herstellung von Kolbenstangen. Denn bisher wurden die Rohteile aufwendig aus Schmiedeteilrohlingen gefertigt und anschließend gedreht, geschliffen und auch noch einzeln verchromt. Beim Reibschweißen wird bereits verchromtes Stangenmaterial eingesetzt, das auf die benötigte Länge zugeschnitten ist. Das nicht zu verschweißende Ende wird fertig bearbeitet, sodass das Kopfteil oder Auge mit der Stange verschweißt werden kann.
Außer den kurzen Taktzeiten sei es nicht zuletzt die einfache Prozessüberwachung, die für die hohe Produktivität dieses Verfahrens verantwortlich ist. Denn die nötigen Werte wie Druck, Zeit und Drehzahl sind für den Anwender leicht kontrollier- und steuerbar, konkretisiert Raiser. Ein weiterer positiver Nebeneffekt ist, dass die reibgeschweißten Bauteile zum Beispiel keine anschließende Dreh- oder kostspielige Wärmenachbehandlung erfordern. Das verkürzt die Prozesszeiten zusätzlich.
Beim Reibschweißen gibt es keinen Ausschuss
Mit den hier genannten Reibschweißverfahren lassen sich also hochwertige und vor allem stabile Schweißgefüge erreichen, die sich auch durch eine hohe Verbindungspräzision auszeichnen. Raiser macht klar: „Die homogene, sehr stabile Verbindung der beiden Werkstücke ist aufgrund der Vollverschweißung sogar fester als die beiden Grundmaterialien.“ Außerdem gebe es beim Reibschweißen praktisch keinen Ausschuss.
Für viele Branchen könnte das Reibschweißen aus den hier genannten Vorteilen also eine lohnenswerte Verbindungstechnik sein, nicht nur weil man damit leicht zum stabilen Werkstoffmix kommen kann. Nur durch Reibung und Druck, innerhalb weniger Sekunden, eine so große Fertigungssicherheit zu erreichen stelle speziell für die moderne Massenfertigung eine enorme Produktivität dar. Und Dr. Elmar Raiser ist überzeugt, dass die Möglichkeiten des Reibschweißens außerdem noch längst nicht ausgeschöpft sind.
Mehr aus unserer Reibschweiß-Fertigung